


 中文
中文 English
English Español
Español عربى
عربى
如何正确操作光纤激光切割机?
光纤激光切割机作为高新技术产品,广泛应用于整个钣金加工机械制造行业。因此,如何正确、安全地使用避震器是客户最关心的问题。以下是嘉泰激光的一些工作原理:
到
1、请按照激光切割机的使用说明书,严格按照程序开机。
2、操作设备的人员在操作前必须经过激光切割机制造商的培训
3、加工金属时,操作者必须佩戴必要的防护用品,如防护眼镜等。
4、不要在没有保护的情况下使用激光切割机。需要经过抗辐射处理后进行加工。
5、激光切割机启动后,必须有专职人员在场。如果你需要离开,你应该关闭设备
6、激光切割机附近应配备手持式或其他类型的灭火器。
7、加工过程中一旦出现异常,请立即停机,请专业人员检查。
8、激光切割机设备生产后必须及时清洗,为下一次加工做好准备。
9、激光管、辅助气体等耗材需要定期检查。
10、激光切割机工作时,注意显示器观察到的部位是否有异常
只有掌握了激光切割机的正常使用,才能为企业创造更多的价值。
切割速度如何影响切割质量?
一般来说,切割速度和质量通常成反比。速度越高,质量越低。那么,激光切割机的切割速度对切割质量有什么影响呢?让我们来看看。
事实上,选择合适的切割速度对于激光切割非常重要。最佳切削速度选择范围可根据设备说明或实验测试确定。由于材料厚度、熔点、导热系数和表面张力的不同,切割速度也会相应发生变化。
到
1、适当提高切割速度可以提高切口质量,即切口越窄,切口表面越光滑,同时可以减少变形。
2、当切割速度过快,切割线能量低于要求值时,切缝中的射流不能迅速熔化切割熔体,形成较大的阻力。随着熔渣挂在切口上,切口的表面质量下降。
3、当切割速度过低时,由于切割点是等离子弧的阳极,为了保持电弧本身的稳定性,阳极点或阳极区必须找一个最靠近缝隙的地方传导电流.同时,激光会在射流的径向传递更多的热量,因此切口被扩大。切口两侧的熔料在底缘聚集固化,形成不易清理的熔渣,且由于过度加热熔化,使切口上缘变圆。
4、当速度极低时,由于切口较宽,激光甚至会熄灭。
到
综上所述,光纤激光切割机的切割质量和切割速度是分不开的,这需要我们在实际操作中仔细研究,找到速度和质量的最佳平衡点,让设备发挥最大的价值!
金属激光切割机的工作要求
一、关于纯净水
对冷却水有非常严格的要求。要求使用纯净水、去离子水或蒸馏水。不要使用自来水、矿泉水和其他含有高金属离子或其他矿物质的水。这些水质对金属激光切割机的冷却效果有很大影响。
2. 温度要求
一般需要安装空调,因为激光切割机的主体在加工过程中散热量很大,尤其是大功率金属激光切割机。为了在加工过程中继续加工需要,保持激光切割机正常工作,室内温度必须稳定。
三、工作环境要求
金属激光切割机首先对加工区域的环境有要求。一般要求地面比较平整。当金属激光切割机在平坦的地面上加工时,便于将钣金材料稳定地放置在激光切割机平台上。平整度直接影响加工的精度和速度。
对于光纤激光切割机,工作区域不允许有太多灰尘。灰尘过多会影响操作者的身体和视力,所以必须清除烟尘,防止工作环境中灰尘严重影响操作
控制激光切割垂直度的重要因素
放眼现代制造业,激光切割的应用越来越广泛。 这种增长势头主要来源于激光切割的诸多优势,例如切割材料范围广、切割路径灵活。 在切割过程中,垂直度的把握直接关系到切割质量和切割速度。
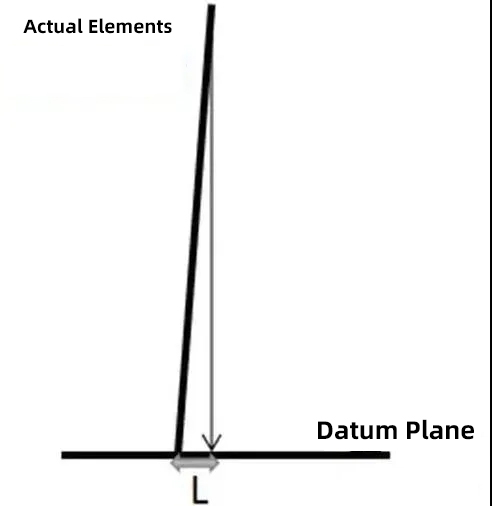
什么是垂直度? 垂直度是限制实际元素在垂直方向上相对于基准的变化量的指标。 简而言之,就是以一条线或面为基准面,垂直投影到基准面上的另一条线或面的长度为图中L
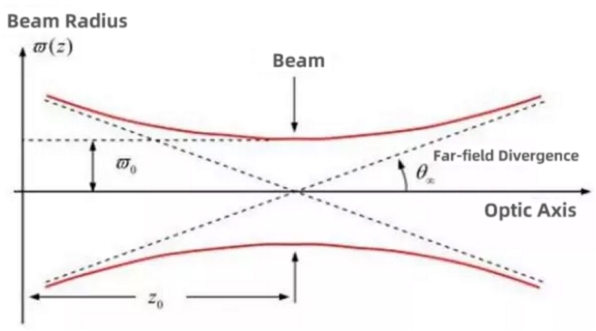
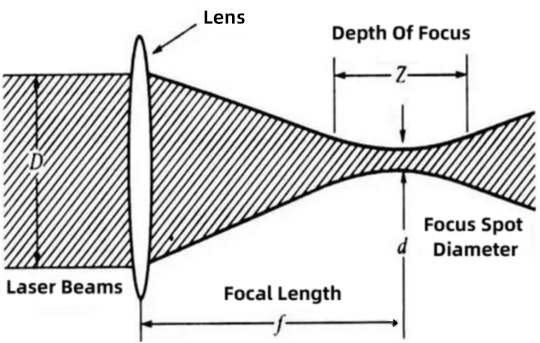
在切割过程中,良好的垂直度不仅带来了良好的视觉体验,而且大大提高了加工精度和加工便利性。 那么影响激光切割过程垂直度的因素有哪些呢?首先,在光学特性上,虽然激光是一种高度定向的光束,但它实际上具有一定的发散性。激光束的指标——发散角,说明了激光的这种特性。如图(2)所示,θ为光束发散角,当激光从激光器通过扩束镜/准直透镜和聚焦透镜进入切割头时,出现图(3)所示的状态。这时,有一个很重要的概念,即“景深”。发散角越大焦距越短,焦深越短。相反,发散角越小或焦距越长,焦深越长。相同功率的激光器,短焦深的优点是焦点处能量密度更高,加工薄板速度更快,而长焦深的优点是对厚板的切割能力更好。同时,由于光束在切割过程中被“反射”传播并被狭缝吸收,长焦深更容易带来良好的垂直度。
(图2)
(图 3)
其次,在切割工艺方面,切割速度越快,横截面效果和垂直度越好。因此,提高切割速度可以有效优化相同厚度板材的垂直度。但是我们应该从哪里开始提高切割速度呢?
1、加大激光功率,提高速度。首先想到的是增加激光功率。
2、在切割碳钢时,通过改变切割气体的种类,特别是薄碳钢,将氧气改为氮气或空气,也就是将氧化切割方式改为熔融切割方式,可以有效提高切割速度,但前提是功率足够。
同类激光器在提高厚板切割速度方面也存在瓶颈。比如8000W和10000W激光切割30mm碳钢板的速度几乎一样。那么,如果没有加速的希望怎么办?
1、切割碳钢时,在保证切割能力的前提下,减小喷嘴尺寸。这种方法可以增强喷嘴气流的稳定性。
2、增加正焦量,焦距越大,激光能量在纵向照射到狭缝片材上越深越均匀,就像用两米长的剪刀剪A4纸一样,稳定!
3. 正焦位熔切。 “熔切”是用氮气作为辅助气体对不锈钢或铝合金进行切割。这种切割方式通常使用“负焦点”参数,但负焦点切割厚板会停留在刀口的上部。下一个“小弧线”。如果您对这种方法不满意,建议以正聚焦脉冲的形式进行切割。虽然截面没有负焦法那么细腻,但“小弧度”会消失。
联系我们

86-577-89982888
86-577-88605158
jt@cn-laser.com
浙江省温州市经济技术开发区金海三道467号
浙江嘉泰激光科技股份有限公司 版权所有 浙ICP备15027359号 网站建设:中企动力 温州